TiP TiG Process
Contact
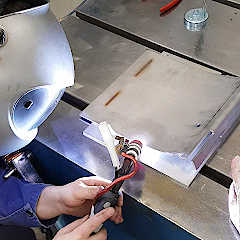
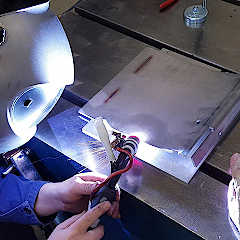
The TiP TiG welding process improves significantly the weld quality and sharply increases welding speeds by guiding the preheated and oscillating filler wire directly into the weld pool to optimize and control the heat input.
The preheated filler wire melts faster and substantially increases the deposition rate. The oscillations of the filler wire are transmitted to the Weld Pool and break the surface tension of the molten metal to keep the liquid flowing. This improves side fusion and further increases deposition rates.
Higher deposition rates turn into faster welding speeds and less time for the heat to dissipate into the base material resulting in smaller heat affected zones.

































TiP TiG
Improved Safety
Contact
| Easy to use | • | Less grinding |
| Easy to learn | • | Less welding time |
| No spatter / No slag | • | Less interpass cleaning |
| Single hand use | • | Less welder fatigue |
| No fumes | • | Less noise |
Better Weld Quality
Contact
In addition to speed, the TiP TiG weld process delivers exceptional weld quality and significantly reduces weld faults:
| • | Better metal fusion | • | Minimized evaporation |
| • | Less micro / macro porosity | of Cr, Ni and other alloys | |
| • | Improved material values in weld zones | • | Best metallurgical properties |
| • | Improved homogeny in weld zones | • | Best mechanical properties |
| • | Less material stress | • | Less inclusions |
| • | Less oxidation | • | Less dilution |

Comparison
Contact

| Weld Characteristics | TIG (GTAW) | Stick (SMAW) | Flux (FCAW) | MIG (GMAW) | TiP TiG |
| Deposition Rate | 3 | 7 | 8 | 8 | 8 |
| Weld Speed | 3 | 5 | 7 | 6 | 10 |
| Heat Input | 3 | 5 | 7 | 6 | 10 |
| Weld Distortion | 4 | 6 | 6 | 6 | 10 |
| Required Skill Level | 2 | 4 | 5 | 9 | 9 |
| Fusion Capability | 8 | 6 | 6 | 8 | 10 |
| Consumable Costs | 6 | 5 | 3 | 9 | 7 |
| Fusion Quality | 9 | 6 | 6 | 8 | 10 |
| Inclusions / Porosity / Particulate | 9 | 3 | 4 | 7 | 10 |
| Start - Stop Requirements | 9 | 3 | 3 | 7 | 9 |
| Welding Fumes | 9 | 3 | 3 | 7 | 9 |
| Spatter Generation | 9 | 3 | 6 | 6 | 10 |
| Weld Positions | 8 | 6 | 7 | 6 | 10 |
| Joint Fit-Up Tolerance | 4 | 6 | 7 | 8 | 7 |
| Overall Performance | 63% | 48% | 54% | 71% | 89% |
0%
50%
100%
| Weld Characteristics | TIG (GTAW) | Stick (SMAW) | Flux (FCAW) | MIG (GMAW) | TiP TiG |
| Deposition Rate | |||||
| Weld Speed | |||||
| Heat Input | |||||
| Weld Distortion | |||||
| Required Skill Level | |||||
| Fusion Capability | |||||
| Consumable Costs | |||||
| Fusion Quality | |||||
| Inclusions / Porosity / Particulate | |||||
| Start - Stop Requirements | |||||
| Welding Fumes | |||||
| Spatter Generation | |||||
| Weld Positions | |||||
| Joint Fit-Up Tolerance | |||||
| Overall Performance | 63% | 48% | 54% | 71% | 89% |

Higher Productivity
Contact
TiP TiG allows for unmatched welding speeds:
| • | Single process from root to cap |
| • | Up to 500 mm per minute manual welding length |
| • | More than 500 mm welding length per minute with Automation |
| • | Less cleaning considering the low oxidation and clean welding environment |
| • | Bevel preparation less critical due to better control over energy input |
| • | Use of standard MIG filler wire, lower inert gas consumption |
| • | Welding of different wall thicknesses in one pass |
| • | Increased layer thickness per pass |
































































































































































































316L Wire Ø 1mm
TiP TiG